
Оддел за управување со опрема, Sinopec Yizheng Chemical Fiber Co., Ltd. 211900
Апстракт: Овој труд ги анализира абнормалните причини за големите турбо експандери, поставува низа мерки за решавање на проблемите и ги разбира ризичните точки и превентивните мерки за работа.Преку примената на технологијата за отстранување лакови, се елиминираат потенцијалните скриени опасности и се обезбедува внатрешна безбедност на единицата.
1. преглед
Единицата за компресор за воздух на постројката од 60 t/a PTA на Yizheng Chemical Fiber Co., Ltd. е опремена со опрема од Германија MAN Turbo.Единицата е единица три-во-едно, во која единицата на компресорот за воздух е турбинска единица со повеќе вратило, петстепена турбина, кондензирачката парна турбина се користи како главна машина за возење на единицата на компресорот за воздух, а турбо експандерот е се користи како единица за компресор за воздух.Помошна погонска машина.Турбо експандерот прифаќа високо и ниско двостепено проширување, секој од нив има приклучок за вшмукување и отвор за издувни гасови, а работното коло прифаќа тринасочно работно коло (види Слика 1)
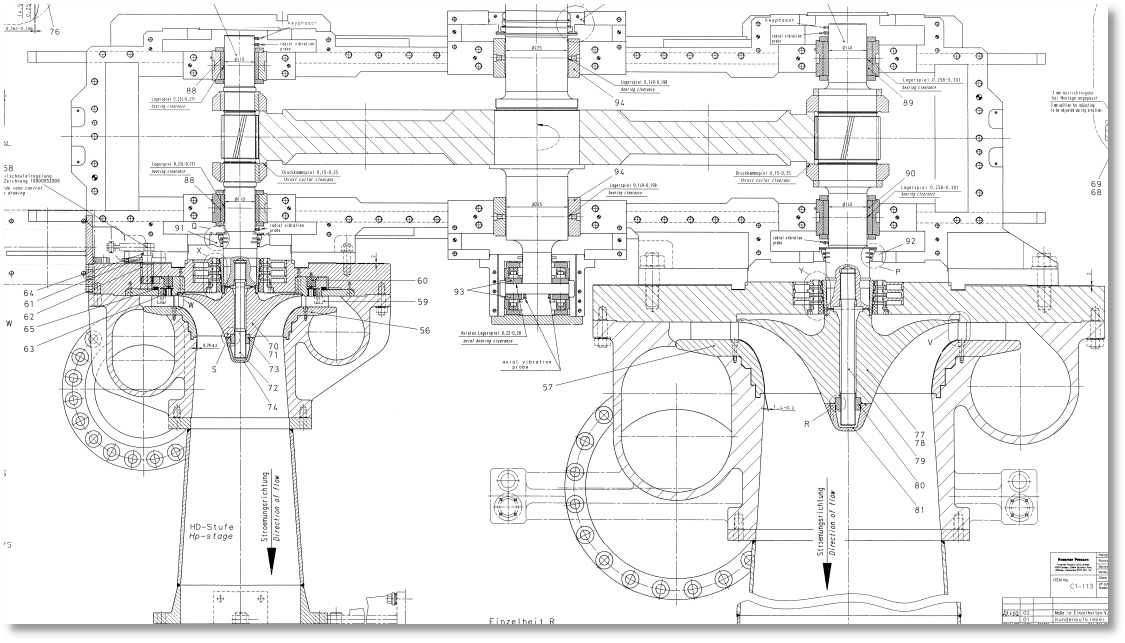
Слика 1 Пресечен приказ на единицата за проширување (лево: страна со висок притисок; десно: страна со низок притисок)
Главните параметри на перформансите на турбо експандерот се како што следува:
Страничната брзина под висок притисок е 16583 r/min, а страничната брзина со низок притисок е 9045 r/min;номиналната вкупна моќност на експандерот е 7990 KW, а брзината на проток е 12700-150450-kg/h;влезниот притисок е 1,3Mpa, а притисокот на издувните гасови е 0,003Mpa.Температурата на внесување на страната под висок притисок е 175°C, а температурата на издувните гасови е 80°C;температурата на влезот на страната со низок притисок е 175°C, а температурата на издувните гасови е 45°C;сет на навалувачки перничиња се користат на двата краја на страничните вратило на менувачот под висок притисок и низок притисок Лежишта, секој со 5 влошки, влезниот цевковод за масло може да влезе во масло на два начина, и секое лежиште има една дупка за влез на масло, преку 3 групи од 15 млазници за вбризгување масло, дијаметарот на влезната млазница за масло е 1,8 мм, има 9 отвори за враќање на маслото за лежиштето, а во нормални околности се користат 5 порти и 4 блока.Оваа единица три во едно го прифаќа методот на принудно подмачкување на централизирано снабдување со масло од станицата за масло за подмачкување.
2. Проблеми со екипажот
Во 2018 година, со цел да се задоволат барањата за емисија на VOC, во уредот беше додадена нова единица VOC за третирање на опашкиот гас на реакторот за оксидација, а третираниот опасен гас сè уште се инјектира во експандерот.Бидејќи бромидната сол во оригиналниот гас од опашката се оксидира на висока температура, постојат јони на броми.Со цел да се спречи бромидните јони да се кондензираат и да се одвојат кога гасот од опашката се шири и работи во експандерот, тоа ќе предизвика корозија на јазли на експандерот и последователната опрема.Затоа, неопходно е да се зголеми единицата за проширување.Температурата на влезот и издувната температура на страната со висок притисок и страната со низок притисок (види Табела 1).
Табела 1 Список на работни температури на влезот и излезот од експандерот пред и по трансформацијата на VOC
| БР. | Промена на параметарот | Трансформација на првото | По трансформацијата |
| 1 | Температура на влезниот воздух на страната со висок притисок | 175 °C | 190 °C |
| 2 | Температура на издувните гасови на страната со висок притисок | 80 ℃ | 85 °C |
| 3 | Температура на влезниот воздух со низок притисок | 175 °C | 195 °C |
| 4 | Температура на издувната страна со низок притисок | 45 °C | 65 °C |
Пред трансформацијата на VOC, температурата на страничното лежиште без работно коло на крајот со низок притисок беше стабилна на околу 80°C (температурата на алармот на лежиштето овде е 110°C, а високата температура е 120°C).Откако беше започната трансформацијата на VOC на 6 јануари 2019 година, температурата на страничното лежиште без работно коло на крајот со низок притисок на експандерот полека се зголеми, а највисоката температура беше блиску до највисоката пријавена температура од 120 °C, но параметрите за вибрации не се променија значително во текот на овој период (види Слика 2).

Сл. 2 Дијаграм на проток на експандерот и вибрации и температура на страничното вратило што не се погонува
1 – линија на проток 2 – крајна линија без погон 3 – линија за вибрации без погонска оска
3. Анализа на причините и метод на лекување
По проверка и анализа на трендот на флуктуација на температурата на лежиштата на парната турбина и елиминирање на проблемите со приказот на инструментот на лице место, флуктуациите на процесот, статичкиот пренос на абењето на четката на парната турбина, флуктуациите на брзината на опремата и квалитетот на деловите, главните причини за флуктуации на температурата на лежиштата се:
3.1 Причини за зголемување на температурата на страничното лежиште што не е на работно коло на крајот со низок притисок на експандерот
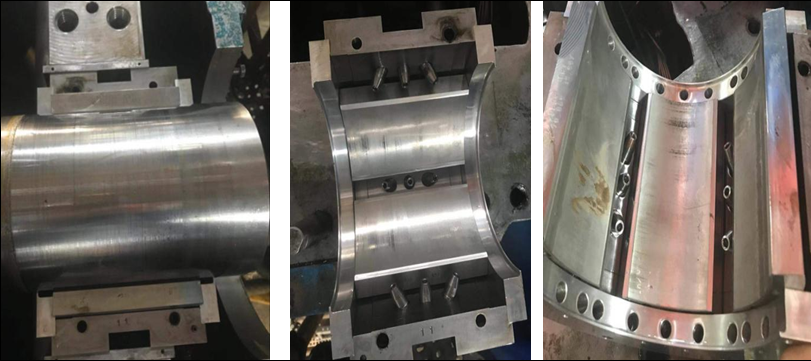
3.1.1 Инспекцијата за расклопување покажа дека растојанието помеѓу лежиштето и вратилото и мрежното растојание на забите на менувачот се нормални.Освен сомнителниот лак на површината на лежиштето што не е на работното коло на крајот со низок притисок на експандерот (види слика 3), не беа пронајдени абнормалности кај другите лежишта.

Слика 3 Физичка слика на лежиштето без погон и кинематскиот пар на експандерот
3.1.2 Бидејќи маслото за подмачкување е заменето помалку од една година, квалитетот на маслото го помина тестот пред возење.Со цел да се отстранат сомнежите, компанијата го испратила маслото за подмачкување во професионална компанија на тестирање и анализа.Професионалната компанија потврдува дека прицврстувањето на површината на лежиштето е ран лак, MPC (индекс на склоност на лак) (види слика 4)
Слика 4 Извештај за анализа на технологијата за следење на нафта издаден од професионална технологија за следење на нафта
3.1.3 Маслото за подмачкување што се користи во експандерот е турбинско масло Шел Турбо бр. 46 (минерално масло).Кога минералното масло е на висока температура, маслото за подмачкување се оксидира, а производите за оксидација се собираат на површината на грмушката за лежиште за да формираат лак.Минералното масло за подмачкување главно се состои од јаглеводородни материи, кои се релативно стабилни на собна температура и ниска температура.Меѓутоа, ако некои (дури и многу мал број) на јаглеводородни молекули подлежат на реакции на оксидација на високи температури, други молекули на јаглеводород исто така ќе подлежат на верижни реакции, што е карактеристика на реакциите на јаглеводородни верижни реакции.
3.1.4.И замени сет лежишта на не-погонскиот крај на страната со низок притисок на експандерот, но по возење еден месец, температурата сепак достигна 110 ℃, а потоа имаше големи флуктуации во вибрациите и температурата.Беа направени неколку прилагодувања со цел да се приближат до условите за претходна реконструкција, но речиси без никаков ефект (види Слика 5).

Слика 5 Графикон за трендови на поврзани показатели од 13 февруари до 29 март
производителот MAN Turbo, под сегашните работни услови на експандерот, ако волуменот на влезниот воздух е стабилен на 120 t/h, излезната моќност е 8000 kw, што е релативно блиску до оригиналната дизајнерска излезна моќност од 7990 kw при нормални работни услови;Кога волуменот на воздухот е 1 30 t/h, излезната моќност е 8680 kw;ако волуменот на влезниот воздух е 1 46 t/h, излезната моќност е 9660 kw.Бидејќи работата направена од страната со низок притисок опфаќа две третини од експандерот, страната на експандерот со низок притисок може да биде преоптоварена.Кога температурата надминува 110 °C, вредноста на вибрациите драстично се менува, што покажува дека новоформираниот лак на површината на вратилото и грмушката на лежиштето е изгребан во овој период (види Слика 6).
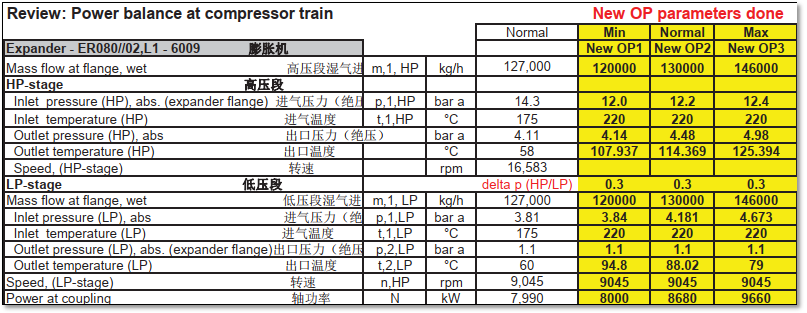
Слика 6 Табела за биланс на моќност на единицата за проширување
3.2Механизам Анализа на постоечките проблеми
3.2.1. , и системот за лежиште на подлогата за навалување составен од 5 плочки, кога плочката Кога подлогата е подложена на притисок на маслениот филм, бидејќи потпорната точка на подлогата не е апсолутно цврсто тело, положбата на потпорната точка на подлогата по деформацијата на компресија ќе произведува мало поместување долж геометриската насока на предоптоварување поради вкочанетоста на потпорната точка, со што се менува клиренсот на лежиштето и дебелината на маслениот слој [1] .
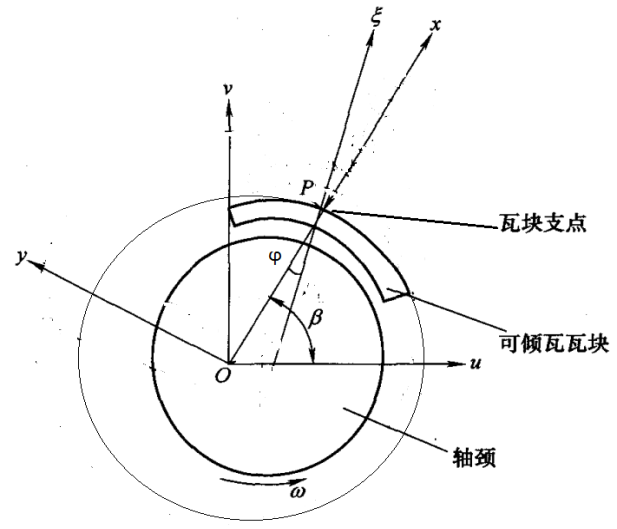
Сл.7 Координатен систем на единечна подлога на лежиште за навалување
3.2.2 Од Слика 1 може да се види дека роторот е конзолна конзолна конструкција, а работното коло е главната работна компонента.Бидејќи страната на работното коло е погонска страна, кога гасот се шири за да изврши работа, ротирачкото вратило на страната на работното коло е во идеална состојба во грмушката на лежиштето поради ефектот на придушување на гасот, а празнината на маслото останува нормална.Во процесот на спојување и пренос на вртежен момент помеѓу големите и малите запчаници, со ова како потпора, радијалното слободно движење на страничната осовина што не е на работното коло ќе биде ограничено во услови на преоптоварување, а притисокот на неговиот подмачкувачки филм е поголем од оној на другите лежишта, што го прави ова место подмачкано Вкочанетоста на филмот се зголемува, стапката на обновување на маслениот слој се намалува и топлината на триење се зголемува, што резултира со лак.
3.2.3 Лакот во маслото главно се произведува во три форми: оксидација на масло, „микросогорување“ на маслото и локално високотемпературно празнење.Лакот треба да биде предизвикан од „микросогорувањето“ на маслото.Механизмот е следен: одредена количина на воздух (обично помалку од 8%) ќе се раствори во маслото за подмачкување.Кога ќе се надмине границата на растворливост, воздухот што влегува во маслото ќе постои во маслото во форма на суспендирани меури.По влегувањето во лежиштето, високиот притисок предизвикува овие меурчиња да подлежат на брза адијабатска компресија, а температурата на течноста брзо се зголемува за да предизвика адијабатско „микро-согорување“ на маслото, што резултира со екстремно мали нерастворливи материи.Овие нерастворливи материи се поларни и имаат тенденција да се прилепуваат на металните површини за да формираат лакови.Колку е поголем притисокот, толку е помала растворливоста на нерастворливата материја и полесно се таложи и се таложи за да се формира лак.
3.2.4. триењето помеѓу површината на грмушката на лежиштето и оската, и таложениот лак предизвикува слаба дисипација на топлина и зголемувањето на температурата на маслото доведува до висока температура на грмушката на лежиштето.На крајот, дневникот се трие со лакот, што се манифестира со насилни флуктуации на вибрациите на вратилото.
3.2.5 Иако вредноста на MPC на маслото за експандер не е висока, кога има лак во системот за масло за подмачкување, растворањето и таложењето на честичките од лакот во маслото е ограничено поради ограничената способност на маслото за подмачкување да се раствори честичките од лакот.Тоа е динамичен систем за рамнотежа.Кога ќе достигне заситена состојба, лакот ќе виси на лежиштето или подлогата на лежиштето, предизвикувајќи температурни флуктуации на подлогата на лежиштето, што е голема скриена опасност што влијае на безбедното работење.Но, бидејќи се прилепува на подлогата на лежиштето, тоа е една од причините за порастот на температурата на подлогата на лежиштето.
4 Мерки и контрамерки
Отстранувањето на акумулацијата на лакот на лежиштето може да обезбеди дека лежиштето на единицата работи на контролирана температура.Преку истражување и комуникација со многу производители на опрема за отстранување лак, ја избравме Kunshan Winsonda, која има добар ефект на употреба и репутација на пазарот, за производство на WVD-II електростатска адсорпција + адсорпција на смола, која е сложена опрема за отстранување на лакови за отстранување на бојата.мембрана.
Прочистувачите на масло од серијата WVD-II ефикасно ја комбинираат технологијата за прочистување на електростатска адсорпција и технологијата за размена на јони, го решаваат растворениот лак преку адсорпција на смола и го решаваат преципитираниот лак преку електростатска адсорпција.Оваа технологија може да ја минимизира содржината на тињата за кратко време, за краток период од неколку дена, оригиналниот систем за подмачкување кој содржи голема количина тиња/лак може да се врати во најдобра работна состојба, а проблемот со бавниот пораст на може да се реши температурата на лежиштето на потисок предизвикана од лакот.Може ефикасно да ги отстрани и спречи растворливите и нерастворливите нафтени тиња што се создаваат за време на нормалното функционирање на парната турбина.
Неговите главни принципи се како што следува:
4.1 Смола за размена на јони за отстранување на растворениот лак
Смолата за размена на јони главно се состои од два дела: полимерен скелет и група за размена на јони.Принципот на адсорпција е прикажан на Слика 8,
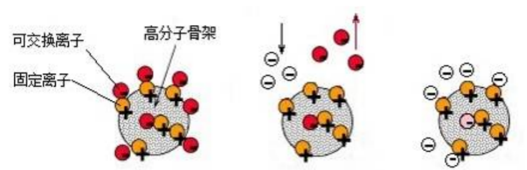
Слика 8 Принцип на адсорпција на смола со јонска интеракција
Групата за размена е поделена на фиксен и подвижен дел.Фиксираниот дел е врзан за полимерната матрица и не може да се движи слободно, и станува фиксен јон;подвижниот дел и неподвижниот дел се соединуваат со јонски врски за да станат разменлив јон.Фиксните и мобилните јони имаат спротивни полнежи соодветно.Кај лежиштето, мобилниот дел се разградува на слободно подвижни јони, кои се разменуваат со други производи за разградување со исто полнење, така што тие се соединуваат со фиксираните јони и цврсто се адсорбираат на основата за размена.На групата, се одзема со масло, растворен лак отстранет со адсорпција на смола за размена на јони.
4.2 Технологија на електростатска адсорпција за отстранување на суспендираниот лак
Технологијата на електростатска адсорпција главно користи високонапонски генератор за да генерира високонапонско електростатско поле за да ги поларизира загадените честички во маслото за да покаже позитивни и негативни полнежи соодветно.Неутралните честички се цедат и се движат од наелектризираните честички, и на крајот сите честички се адсорбираат и се прикачуваат на колекторот (види слика 9).
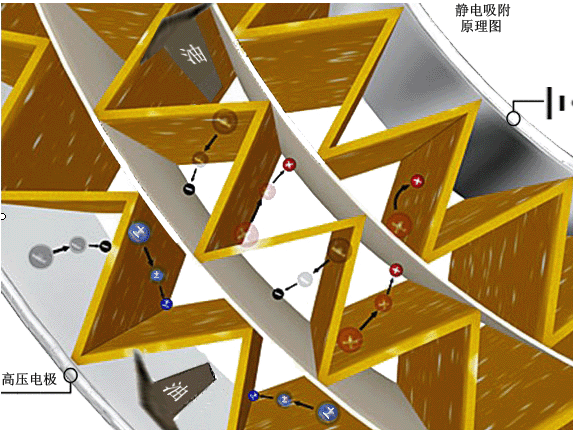
Слика 8 Принцип на технологија на електростатска адсорпција
Технологијата за чистење со електростатско масло може да ги отстрани сите нерастворливи загадувачи, вклучително и честичките нечистотии и суспендираниот лак произведен со деградација на маслото.Сепак, традиционалните елементи на филтерот можат да отстранат само големи честички со соодветна прецизност и тешко е да се отстранат подмикрони ниво суспендиран лак .
Овој систем може целосно да го реши лакот што се таложи и наталожи на подлогата на лежиштето, со што целосно ќе го реши влијанието на температурата на подлогата на лежиштето и промените на вибрациите предизвикани од лакот, така што единицата може да работи стабилно долг временски период.
5 Заклучок
Единицата за отстранување на лак WSD WVD-II беше пуштена во употреба, преку двегодишно набљудување на работата, температурата на лежиштето секогаш се одржувала на околу 90°C, а единицата останала во нормална работа.Пронајден е лак филм (види слика 10).
Физичка слика на расклопување на лежиштето по инсталирање на отстранување на лакот
опрема
референци:
[1] Лиу Сијонг, Ксијао Жонгхуи, Јан Жијонг и Чен Жуџие.Нумеричка симулација и експериментално истражување на динамичките карактеристики на лежиштата на спиралната еластична и амортизирана навалена подлога [J].Кинески весник за машинско инженерство, октомври 2014 година, 50 (19): 88.
Време на објавување: Декември-13-2022 година